



 咨询采购
咨询采购
 详细内容
详细内容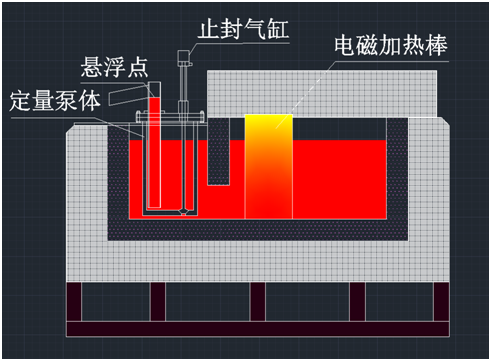
气压式定量浇注原理
悬浮:气压式定量浇注前,把铝液压至于出液口处,达到备浇铸状态,这一位置称为悬浮位置。
目的是为了浇注时,由于定量腔内液面下降引起的压力损失进行补偿,这样就可以方便浇注过程压
力控制,对气压式定量浇注系统的定量精度自动控制位置重要依据。
浇注: 当铝液到达备浇位置后,增大气体压力,到达一定值后,进行保压,把金属液体推入流
槽里。
浇注停止:达到设定浇注量以后,迅速对腔内进行卸压,浇注过程停止。压力恢复到标准气压。
浇注补偿:在浇注过程中,金属液流出,使得定量泵腔内气体的体积增大,这势必会导致压力的
减小,欲保证浇注的继续进行,并且还要保持一定的浇注速度,必须对损失的压力进行补偿。
定量精度:定量精度以及稳定性取决于所采用的定量原理和精准的计算方法,我公司开发生产的
定量炉是对气压进行补偿和铝液体积置换,定量精度大于1%。

定量过程:定量腔内首先形成预压力,当定量炉收到“合模开始”信号时,定量腔内的
气压就根据需要开始增加,直到液态金属在升液管内升至电极触点处,当定量炉接收到“浇注开始
”信号时,定量过程就在此时开始,定量泵腔内的压力根据所设定的定量参数上升,液态金属便从排
液管口流出。PLC 根据监测的气压通过物理、数学计算,需要同时大气压,多少时间进行补压,直至完成。
停炉或换料过程:三山诺在能够定量基础上增加停炉或换料过程,通过对泵腔抽取真空,使炉内最大
限度进入泵腔内,然后通过流槽转运至铝液转运包内,到达清炉的目的。
控制系统:自主研发PLC+PC工业机控制,操作工人可以很方便地控制定量炉,只需输入所需铝液量数
据即可完成,同时可以通过云端控制,实现4.0自动化与集成管理。

特点
独特的加热方式:高频电磁感应加热,浸入式加热方式
美国联合矿产不粘铝浇注料做炉衬
纳米材料+1260硅酸铝强度板作保温材料
网状结构加强筋,专业钣金厂家焊接,牢固美观
自主研发的软件系统,定量精度高于国内外定量炉,更优的可操作性和低维护性。
更低市场售价,满足更多对定量炉有需求的用户。

技术参数
单位
C-800
C-1000
C-1200
C-1800
C-2000
C-2500
C-3500
C-4200
容量
KG
800
1000
1200
1800
2000
2500
3500
4200
工作量
KG
600
700
850
1300
1500
1800
2500
3000
额定功率
KW
15.0
15.0
20.0
24.0
30.0
30.0
40.0
45.0
保温能耗
KW
4.5
5.5
6.5
9.5
10.0
11.0
14.0
16.0
重量
KG
升降可调高度
MM
400
600
定量范围
g
250.0-30000.0
1000.0-80000.0
建压时间
S
0.5-2 根据要求可在此范围内
定量时间
S
≤3.5
≤5.5
定量精度
%/g
≤800 时,±15;≥800时, ±1.0
控温精度
℃
±1.5
控温范围
℃
620-720
加热方式
高频电磁加热棒浸入式加热
升温能力
℃/H
≥30
≥25
铝液烧损率
%
0.03
空气压力
MPA
≥0.4
空气管径
MM
¢20
¢25
空气耗气量
M3/H
≤1.0
≤1.5
泵腔最大压力
KPA
≤100
高液位报警
MM
可根据要求调节
低液位报警
MM
可根据要求调节
真空压力
KPA
≥90
使用寿命
年
10年以上
人机界面
1
10英寸屏
联机信号
I/O点网络对接,云端控制




